


Лінія розкрою трапецій

Організація виробництва багатогранних опор
Зміст
Лінія розкрою трапецій призначена для виробництва плоского листу трапецієподібної форми з рулонної сталі для наступних згинальних операцій з використанням гідравлічного преса при виробництві опори освітлення. На початку процесу використовується сталь у рулонах різної ширини й товщини, і на виході вирівняний лист трапецієподібної форми. Нижче додається план лінії розкрою трапецій.

Технічні характеристики
- Мін./макс. товщина стрічки - 3 ÷ 8 мм
- Ширина стрічки - до 2100 мм
- Довжина сталевого листу - 4000 – 16000 мм
- Продуктивність - 1 трапеція/хв.
- Матеріал для обробки - горячекатана сталь
- Границя текучості - 350 Н/мм²
- Максимальна межа міцності - 500 Н/мм²
- Параметри мережі харчування - 380В/50Гц/трифазні
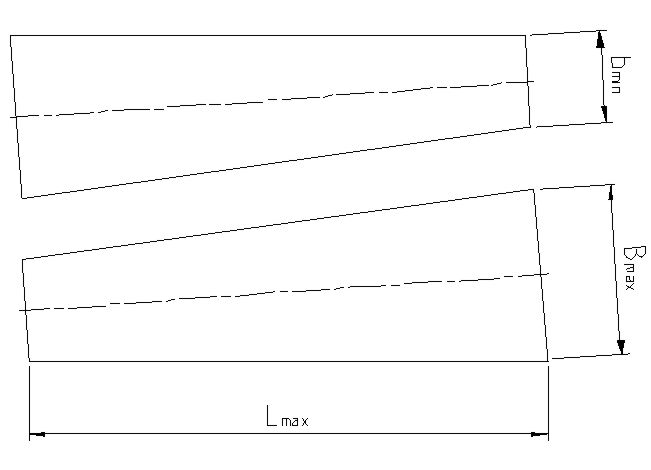
- Припустимі відхилення різання - Lmax ± 3мм, Bmax і bmin ± 1мм
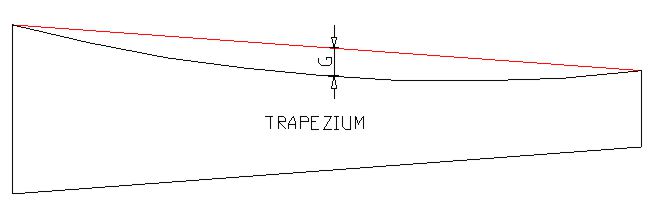
- Максимальна кривизна кромки заготовки - G = L/3000
Склад лінії розкрою трапецій
Лінія розкрою трапецій складається з наступного встаткування:|
поз. |
Опис |
Кіл-В |
|
1 |
Опорна візок для завантаження рулону |
1 |
|
2 |
Розмотувач |
1 |
|
3 |
Машина для розмотування рулону |
1 |
|
4 |
Фотоелемент для зчитування кромок рулонної сталі |
1 |
|
5 |
Випрямляч 2 + 3 рулону |
1 |
|
6 |
Редуктор випрямляча |
1 |
|
7 |
Коробка передач випрямляча |
1 |
|
8 |
Обладнання для центрування стрічки |
1 |
|
9 |
Обрізка крайок |
1 |
|
10 |
Механізація обрізки крайок |
1 |
|
11 |
Конвеєр для лома |
1 |
|
12 |
Намотувач лома |
1 |
|
13 |
Правильна машина |
1 |
|
14 |
Обладнання кодування |
1 |
|
15 |
Механічні ножиці |
1 |
|
16 |
Роликовий конвеєр |
1 |
|
17 |
, Що Центрують обладнання |
5 |
|
18 |
Протяжні ролики |
2 |
|
19 |
Обладнання кодування |
2 |
|
20 |
Обладнання центрування |
2 |
|
21 |
Механічні ножиці із круглим лезами |
1 |
|
22 |
Механічні ножиці із круглим лезами й редуктором |
1 |
|
23 |
Вихідний роликовий конвеєр |
1 |
|
24 |
Роликовий стіл з магнітним сепаратором |
1 |
|
25 |
Бічні штабелери |
2 |
|
26 |
Гідравлічний блок живлення |
1 |
|
27 |
Холодильна установка |
1 |
|
28 |
Електрична шафа |
1 |
|
29 |
Пульт керування |
2+1 |
Порядок роботи лінії розкрою трапецій
Процес починається з установки рулонної сталі на завантажувальний опорний візок, який подає рулон на розмотувач.
Перед запуском машини для розмотування рулону з метою його втримання, необхідно опустити притискній ролик. Притискній ролик перешкоджає мимовільному відкриттю рулону й супроводжує його протягом розмотування до того моменту, як лист затиснеться між приводними валками, після цього притискній ролик можна підняти.
Для полегшення розмотування рулону й можливості супроводу листу до випрямляча, використовується клинчастий стіл відкриття рулону стали. Клинчастий стіл нахиляється й переміщається до контакту з рулоном, піддягаючи лист.
Одночасним обертанням розмотувача й піддяганням листу рулону клинчастим столом, досягається його переміщення до першої пари приводних валків на випрямлячі.
Зазор між першою парою валків повинен бути встановлений відповідним до товщини листу шляхом пересування верхнього ролика за допомогою гідравлічних циліндрів.
Одною з переваг, у порівнянні з нашими конкурентами, є безпосередня близькість до протяжних роликів фотоелектричного пристрою центрування рулону. Це пристосування складається із гвинта, маховика, двох фотоелектричних елементів і аналогового показника позиції. Машина центрує рулон згідно зі своєю віссю. Рулони різної товщини мають різну телескопічність, але завдяки цій системі вісь листу рулону центрується з віссю лінії розкрою трапецій. Система фотоелектричних елементів зчитує положення металевого листу й передає його блоку керування, пересуваючи цілий розмотувач, який переміщається по двом напрямним.
Фотоелементи повинні бути розташовані на правильній відстані, яка
відповідає розмірам рулону на вході. Для цього використовується маховик і
аналоговий індикатор положення. Число в індикаторі положення
представляє реальний розмір, виражений у міліметрах.
Після протяжних валків знаходяться ще три валки, які вирівнюють
крайки металевого листу. Із цією метою лист проходить через ці
валки, які повинні бути правильно настроєні по висоті за допомогою
метричного індикатору







Наступний верстат у лінії - це правильна машина, яка захоплює попередньо виправлений і обрізаний до потрібного розміру лист і виконує остаточне вирівнювання листу. Перш ніж вставити лист на цю машина, оператор повинен установити товщину металевого листу, і після цього верстат автоматично встановлює відстань між роликами і їх нахил
Металевий лист пересувається вперед за допомогою роликів
Наші конкуренти роблять правильну машину, яка обробляє товщини від 3 мм до 6 мм; а в нас припустимий діапазон від 3 мм до 8 мм. Це значить, що ви отримаєте металевий лист товщиною 8 мм, відмінно нарізаний лезами, які гарантують максимальну точність у різанні кромок, а не плазмовим різанням, яке дає більш низьку якість і точність.
Правильна машина є основною частиною лінії, тому що вона визначає якість кінцевого продукту



Кут різальної машини встановлюється, відповідно до необхідного нахилу паралелограма, за допомогою електричного приводу; і Ви можете бачити його на градуйованій шкалі.
Як тільки лист висунеться на необхідний розмір, різальна машина зробить другий розріз, виготовляючи паралелограм.
Паралелограм продовжує свій рух і досягає " Механічних ножиців з дисковими лезами" ; потім лист пересувається вперед і різальна машина з дисковими лезами робить два рухи одночасно: обертання й подачу. Таким чином, з одного паралелограма отримаємо 2 трапецієподібних листу тільки за одне різання.





ЧИТАЙТЕ ТАКОЖ:

Гаряче цинкування
Технологічне обладнання
Обладнання для організації цехів гарячого цинкування
Довідайтеся більше
"Гаряче цинкування"

Довідайтеся більше
"Спортивне освітлення стадіонів"

Довідайтеся більше
"Опори освітлення"

Довідайтеся більше
"Проектування вишок зв'язку"