UKR| RUS





Линия раскроя трапеций

ПЕРЕЧЕНЬ ОБОРУДОВАНИЯ:
Линия раскроя трапеций
Гидравлический пресс
Система позиционирования заготовки
Конвейерная накопительная система
Линия сварки опор Ø650
Сварочная машина Ø1250
Сварочная машина Ø2900
Роботизированная резка и сварка
Линия бесшовных опор
Организация производства многогранных опор
Содержание
Линия раскроя трапеций предназначена для производства плоского листа трапециевидной формы из рулонной стали для последующих гибочных операций с использованием гидравлического пресса для изготовления опор освещения. В начале процесса используется сталь в рулонах различной ширины и толщины, и на выходе производится выровненный лист трапециевидной формы. Ниже прилагается план линии раскроя трапеций.

Технические характеристики
- Мин./макс. толщина ленты - 3 ÷ 8 мм
- Ширина ленты - до 2100 мм
- Длина стального листа - 4000 – 16000 мм
- Производительность - 1 трапеция/мин.
- Материал для обработки - горячекатанная сталь
- Предел текучести - 350 Н/мм²
- Максимальный предел прочности - 500 Н/мм²
- Параметры сети питания - 380 В / 50 Гц/трехфазные
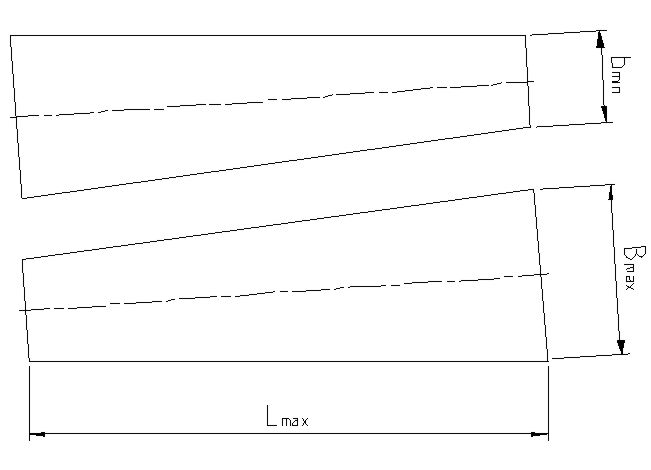
- Допустимые отклонения резки - Lmax ± 3мм, Bmax и bmin ± 1мм
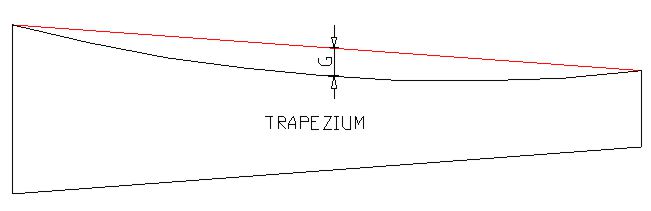
- Максимальная кривизна кромки заготовки - G = L/3000
Состав линии раскроя трапеций
Линия раскроя трапеций состоит из следующего оборудования:|
поз. |
Описание |
Кол-во |
|
1 |
Опорная тележка для загрузки рулона |
1 |
|
2 |
Разматыватель |
1 |
|
3 |
Машина для разматывания рулона |
1 |
|
4 |
Фотоэлемент для считывания кромок рулонной стали |
1 |
|
5 |
Выпрямитель 2 + 3 рулона |
1 |
|
6 |
Редуктор выпрямителя |
1 |
|
7 |
Коробка передач выпрямителя |
1 |
|
8 |
Устройство для центрирования ленты |
1 |
|
9 |
Обрезка кромок |
1 |
|
10 |
Механизация обрезки кромок |
1 |
|
11 |
Конвейер для лома |
1 |
|
12 |
Наматыватель лома |
1 |
|
13 |
Правильная машина |
1 |
|
14 |
Кодирующее устройство |
1 |
|
15 |
Механические ножницы |
1 |
|
16 |
Роликовый конвейер |
1 |
|
17 |
Центрирующие устройства |
5 |
|
18 |
Протяжные ролики |
2 |
|
19 |
Кодирующее устройство |
2 |
|
20 |
Центрирующие устройства |
2 |
|
21 |
Механические ножницы с круглым лезвиями |
1 |
|
22 |
Механические ножницы с круглым лезвиями и редуктором |
1 |
|
23 |
Выходной роликовый конвейер |
1 |
|
24 |
Роликовый стол с магнитным сепаратором |
1 |
|
25 |
Боковые штабелёры |
2 |
|
26 |
Гидравлический блок питания |
1 |
|
27 |
Холодильная установка |
1 |
|
28 |
Электрический шкаф |
1 |
|
29 |
Пульт управления |
2+1 |
Порядок работы линии раскроя трапеций
Процесс начинается с установки рулонной стали на загрузочную опорную тележку, которая подает рулон на разматыватель.
Перед запуском машины для разматывания рулона с целью его удержания, необходимо опустить прижимной ролик. Прижимной ролик препятствует самопроизвольному открытию рулона и сопровождает его в течение разматывания до того момента, как лист зажмется между приводными валками, после этого прижимной ролик можно поднять.
Для облегчения разматывания рулона и возможности сопровождения листа к выпрямителю, используется наклоняемый клинообразный стол открытия рулона стали. Клинообразный стол наклоняется и перемещается до контакта с рулоном, поддевая лист.
Одновременным вращением разматывателя и поддеванием листа рулона клинообразным столом, достигается его перемещение до первой пары приводных валков на выпрямителе.
Зазор между первой парой валков должен быть установлен соответствующим толщине листа путем передвижения верхнего ролика с помощью гидравлических цилиндров.
Одним из преимуществ, по сравнению с нашими конкурентами, является непосредственная близость к протяжным роликам фотоэлектрического приспособления центрирования рулона. Это приспособление состоит из винта, маховика, двух фотоэлектрических элементов и аналогового показателя позиции. Машина центрирует рулон согласно своей оси. Рулоны разной толщины имеют различную телескопичность, но благодаря этой системе ось листа рулона центрируется с осью линии раскроя трапеций. Система фотоэлектрических элементов считывает положение металлического листа и передаёт его блоку управления, передвигая целый разматыватель, который перемещается по двум направляющим.
Фотоэлементы должны быть расположены на правильном расстоянии, которое
соответствует размерам рулона на входе. Для этого используется маховик и
аналоговый индикатор положения. Число в индикаторе положения
представляет реальный размер, выраженный в миллиметрах.
После протяжных валков находятся ещё три валка, которые выравнивают
кромки металлического листа. С этой целью лист проходит через эти
валки, которые должны быть правильно настроены по высоте с помощью
метрического индикатора.







Следующий станок в линии - это правильная машина, которая захватывает предварительно выправленный и обрезанный до нужного размера лист и выполняет окончательное выравнивание листа. Прежде чем вставить лист на эту машина, оператор должен установить толщину металлического листа, и после этого станок автоматично устанавливает расстояние между роликами и их наклон.
Металлический лист передвигается вперёд с помощью роликов.
Наши конкуренты производят правильную машину, которая обрабатывает толщины от 3 мм до 6 мм; а у нас допустимый диапазон от 3 мм до 8 мм. Это значит, что вы получите металлический лист толщиной 8 мм, отлично нарезанный лезвиями, которые гарантируют максимальную точность в резке кромок, а не плазменной резкой, которая даёт более низкие качество и точность.
Правильная машина является основной частью линии, потому что она определяет качество конечного продукта.



Угол резательной машины устанавливается, в соответствии с необходимым наклоном параллелограмма, посредством электрического привода; и Вы можете видеть его на градуированной шкале.
Как только лист выдвинется на необходимый размер, резательная машина сделает второй разрез, изготавливая параллелограмм.
Параллелограмм продолжает своё движение и достигает " Механических ножниц с дисковыми лезвиями" ; потом лист передвигается вперёд и резательная машина с дисковыми лезвиями производит два движения одновременно: вращение и подачу. Таким образом, из одного параллелограмма получим 2 трапециевидных листа только за одну резку.





ЧИТАЙТЕ ТАКЖЕ:

Горячее цинкование
Технологическое оборудование
Оборудование для организации цехов горячего цинкования.
Узнайте больше
"Горячее цинкование"

Узнайте больше
"Спортивное освещение стадионов"

Узнайте больше
"Опоры освещения"

Узнайте больше
"Проектирование вышек связи"