UKR| RUS





Последствия несвоевременной балансировки рабочих колес дымососов

ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ:
Динамическая балансировка роторов
Проверка оборудования на точность
Организация ремонта оборудования
Последствия несвоевременной балансировки
Уравновешивание рабочих колес в собственных опорах
В деятельности бюро диагностирования ремонтных подразделений металлургических предприятий балансировка рабочих колес дымососов и вентиляторов в собственных подшипниках выполняется достаточно часто. Эффективность данной регулировочной операции, значительна в сравнении с малыми изменениями, вносимыми в механизм. Это позволяет определить балансировку как одну из малозатратных технологий при эксплуатации механического оборудования. Целесообразность любой технической операции определяется экономической эффективностью, в основе которой лежит технический эффект от проводимой операции или возможные убытки от несвоевременности проведения данного воздействия.
Изготовление рабочего колеса на машиностроительном предприятии не всегда является гарантией качества уравновешивания. Во многих случаях предприятия-изготовители ограничиваются статическим уравновешиванием. Уравновешивание на балансировочных станках, безусловно, является необходимой технологической операцией при изготовлении и после ремонта рабочего колеса. Однако, невозможно приблизить производственные условия эксплуатации (степень анизотропности опор, демпфирование, влияние технологических параметров, качество сборки и монтажа и ряд других факторов) к условиям балансировки на станках.
Практика показала, что тщательно уравновешенное рабочее колесо на станке необходимо дополнительно уравновешивать в собственных опорах. Очевидно, что неудовлетворительное вибрационное состояние вентиляционных агрегатов при вводе в эксплуатацию после монтажа или ремонта приводит к преждевременному износу оборудования. С другой стороны транспортировка рабочего колеса к балансировочному станку за многие километры от промышленного предприятия не оправдана с точки зрения временных и финансовых затрат. Дополнительная разборка, риск повреждения рабочего колеса при транспортировании, все это доказывает эффективность уравновешивания на месте эксплуатации в собственных опорах.
Появление современной виброизмерительной аппаратуры обеспечивает возможность проведения динамической балансировки на месте эксплуатации и снижения вибрационной нагруженности опор до допустимых пределов.
Одной из аксиом работоспособного состояния оборудования является работа механизмов с низким уровнем вибрации. В этом случае снижается воздействие целого ряда разрушительных факторов, воздействующих на подшипниковые узлы механизма. При этом увеличивается долговечность подшипниковых узлов и механизма в целом, обеспечивается стабильная реализация технологического процесса, в соответствии с заданными параметрами. Относительно вентиляторов и дымососов, низкий уровень вибрации во многом определяется уравновешенностью рабочих колес, своевременно проведенной балансировкой.
Последствия работы механизма с повышенной вибрацией: разрушение подшипниковых узлов, посадочных мест подшипников, фундаментов, повышенный расход электрической энергии для привода установки. В данной работе рассматриваются последствия несвоевременной балансировки рабочих колес дымососов и вентиляторов цехов металлургических предприятий.
Вибрационное обследование вентиляторов доменного цеха показало, что основной причиной повышенной вибрации является динамическая неуравновешенность рабочих колес. Принятое решение – провести уравновешивание рабочих колес в собственных опорах позволило снизить общий уровень вибрации 3…5 раз, до уровня 2,0…3,0 мм/с при работе под нагрузкой (рисунок 1). Это позволило увеличить срок службы подшипников в 5…7 раз. Определено, что для однотипных механизмов наблюдается существенный разброс динамических коэффициентов влияния (более 10 %), что определяет необходимость проведения балансировки в собственных опорах. Основными факторами, влияющими на разброс коэффициентов влияния являются: нестабильность динамических характеристик роторов; отклонение свойств системы от линейности; погрешности при установке пробных грузов.
Среди причин возникновения дисбаланса рабочих колес дымососов и вентиляторов следует выделить:
1. Неравномерный износ лопаток (рисунок 2), несмотря на симметрию рабочего колеса и значительную частоту вращения. Причина данного явления может заключаться в избирательной случайности процесса износа, обусловленного внешними факторами и внутренними свойствами материала. Необходимо учитывать фактические отклонения геометрии лопаток от проектного профиля.
Среди причин возникновения дисбаланса рабочих колес дымососов и вентиляторов следует выделить:
1. Неравномерный износ лопаток (рисунок 2), несмотря на симметрию рабочего колеса и значительную частоту вращения. Причина данного явления может заключаться в избирательной случайности процесса износа, обусловленного внешними факторами и внутренними свойствами материала. Необходимо учитывать фактические отклонения геометрии лопаток от проектного профиля.
3. Последствия ремонта лопаток в рабочих условиях на месте установки. Иногда дисбаланс может вызываться проявлением начальных трещин в материале дисков и лопаток рабочих колес. Поэтому, предварять балансировку должен тщательный визуальный осмотр целостности элементов рабочего колеса (рисунок 4). Заварка обнаруженных трещин не может обеспечить длительную безотказную работу механизма. Сварные швы служат концентраторами напряжения и дополнительными источниками зарождения трещин. Рекомендуется использовать данный метод восстановления лишь, в крайнем случае, для обеспечения функционирования на коротком временном промежутке, позволяющем продолжить эксплуатацию до изготовления и замены рабочего колеса.
В работе механизмов роторного типа важную роль играют допустимые значения параметров вибрации. Практический опыт показал, что соблюдение рекомендаций стандарта ГОСТ ИСО 10816-1-97 «Вибрация. Контроль состояния машин по результатам измерений вибрации на невращающихся частях» относительно машин класса 1, позволяет обеспечить длительную эксплуатацию дымососов. Для оценки технического состояния предлагается использовать следующие значения и правила:
Аварийное состояние рассматривается как потеря контроля за техническим состоянием оборудования. Для оценки технического состояния приводных электродвигателей используется ГОСТ 20815-93 «Машины электрические вращающиеся. Механическая вибрация некоторых видов машин с высотой оси вращения 56 мм и выше. Измерение, оценка и допустимые значения», определяющий значение виброскорости 2,8 мм/с как допустимое в процессе эксплуатации. Следует отметить, что запас прочности механизма позволяет выдержать и более высокие значения виброскорости, но это приводит к резкому уменьшению долговечности элементов.
К сожалению, установка компенсирующих грузов, во время балансировки, не позволяет оценить снижение долговечности подшипниковых узлов и повышение энергетических затрат при повышенной вибрации дымососов. Теоретические расчеты приводят к заниженным значениям потерь мощности на вибрацию[4, 5].
Дополнительные силы, действующие на подшипниковые опоры, при неуравновешенном роторе, приводят к повышению момента сопротивления вращению вала вентилятора и к повышению потребляемой электроэнергии. Появляются разрушительные силы, действующие на подшипниковые опоры и элементы механизма.
Оценить эффективность уравновешивания роторов вентиляторов или дополнительных ремонтных воздействий по снижению вибрации, в условиях эксплуатации возможно проанализировав следующие данные.
Установочные параметры: тип механизма; мощность привода; напряжение; частота вращения; масса; основные параметры рабочего процесса.
Начальные параметры: виброскорость в контрольных точках (СКЗ в частотном диапазоне 10…1000 Гц); ток и напряжение по фазам.
Выполненные ремонтные воздействия: значения установленного пробного груза; выполненная затяжка резьбовых соединений; центрирование.
Значения параметров после выполненных воздействий: виброскорость; ток и напряжение по фазам.
В лабораторных условиях проведены исследования по снижению потребляемой мощности двигателем вентилятора Д-3 в результате уравновешивания ротора.
Результаты эксперимента №1.
Вентилятор ДН-6. Напряжение 380 В. Частота вращения – 960 мин-1.
Начальная вибрация: вертикальная – 9,4 мм/с; осевая – 5,0 мм/с.
Ток по фазам: 3,9 А; 3,9 А; 3,9 А. Среднее значение – 3,9 А.
Вибрация после балансировки: вертикальная – 2,2 мм/с; осевая – 1,8 мм/с.
Ток по фазам: 3,8 А; 3,6 А; 3,8 А. Среднее значение – 3,73 А.
Снижение параметров вибрации: вертикальное направление – в 4,27 раза; осевое направление в 2,78 раза.
Снижение токовых значений: (3,9 – 3,73)×100%3,73 = 4,55 %.
Результаты эксперимента №2.
Вентилятор ДН-6. Напряжение 380 В. Частота вращения – 960 мин-1.
Начальная вибрация.
Точка 1 – лобовой подшипник электродвигателя: вертикальная – 17,0 мм/с; горизонтальная – 15,3 мм/с; осевая – 2,1 мм/с. Радиус-вектор – 22,9 мм/с.
Точка 2 – свободный подшипник электродвигателя: вертикальная – 10,3 мм/с; горизонтальная – 10,6 мм/с; осевая – 2,2 мм/с.
Радиус-вектор виброскорости – 14,9 мм/с.
Вибрация после балансировки.
Точка 1: вертикальная – 2,8 мм/с; горизонтальная – 2,9 мм/с; осевая – 1,2 мм/с. Радиус-вектор виброскорости – 4,2 мм/с.
Точка 2: вертикальная – 1,4 мм/с; горизонтальная – 2,0 мм/с; осевая – 1,1 мм/с. Радиус-вектор виброскорости – 2,7 мм/с.
Снижение параметров вибрации.
Составляющие по точке 1: вертикальная – в 6 раз; горизонтальная – в 5,3 раза; осевая – в 1,75 раза; радиус-вектор – в 5,4 раза.
Составляющие по точке 2: вертикальная – в 7,4 раза; горизонтальная – в 5,3 раза; осевая – в 2 раза, радиус-вектор – в 6,2 раза.
Энергетические показатели.
До балансировки. Потребленная мощность за 15 минут – 0,69 кВт. Максимальная мощность – 2,96 кВт. Минимальная мощность – 2,49 кВт. Средняя мощность – 2,74 кВт.
После балансировки. Потребленная мощность за 15 минут – 0,65 кВт. Максимальная мощность – 2,82 кВт. Минимальная мощность – 2,43 кВт. Средняя мощность – 2,59 кВт.
Снижение энергетических показателей. Потребленная мощность – (0,69 - 0,65)×100%/0,65 = 6,1 %. Максимальная мощность – (2,96 - 2,82)×100%/2,82 = 4,9 %. Минимальная мощность – (2,49 - 2,43)×100%/2,43 = 2,5 %. Средняя мощность – (2,74 - 2,59)/2,59×100% = 5,8 %.
Аналогичные результаты были получены в производственных условиях при балансировке вентилятора ВДН-12 нагревательной трехзонной методической печи листопрокатного стана. Потребление электроэнергии за 30 минут составило – 33,0 кВт, после балансировки – 30,24 кВт. Снижение потребляемой электроэнергии в данном случае составило (33,0 - 30,24) ×100%/30,24 = 9,1 %.
Виброскорость до балансировки – 10,5 мм/с, после балансировки – 4,5 мм/с. Снижение значений виброскорости – в 2,3 раза.
Снижение потребляемой мощности на 5% для одного 100 кВт двигателя вентилятора приведет к годовой экономии порядка 10 тыс. гривен. Это может быть достигнуто в результате балансировки ротора и снижения вибрационных нагрузок. Одновременно происходит увеличение долговечности подшипников и снижение затрат на остановку производства для проведения ремонтных работ.
Одним из параметров оценки эффективности балансировки является частота вращения вала дымососа. Так, при балансировке дымососа ДН-26 зафиксировано увеличение частоты вращения электродвигателя АОД-630-8У1 после установки корректирующего груза и снижения виброскорости подшипниковых опор. Виброскорость подшипниковой опоры до балансировки: вертикальная – 4,4 мм/с; горизонтальная – 2,9 мм/с. Частота вращения до балансировки – 745 об/мин. Виброскорость подшипниковой опоры после балансировки: вертикальная – 2,1 мм/с; горизонтальная – 1,1 мм/с. Частота вращения после балансировки – 747 об/мин.
Техническая характеристика асинхронного двигателя АОД-630-8У1: число пар полюсов – 8; синхронная частота вращения – 750 об/мин; номинальная мощность – 630 кВт; номинальный момент – 8130 Н/м; номинальная частота вращения -740 об/мин; МПУСК/МНОМ – 1,3; напряжение – 6000 В; кпд – 0,948; cosφ = 0,79; коэффициент перегрузки – 2,3. Исходя из механической характеристики асинхронного двигателя АОД-630-8У1, увеличение частоты вращения на 2 об/мин возможно при снижении крутящего момента на 1626 Н/м, что приводит к снижению потребляемой мощности на 120 кВт. Это почти 20% от номинальной мощности.
Аналогичная зависимость между частотой вращения и виброскоростью зафиксирована по асинхронным двигателям вентиляторов сушильных агрегатов во время проведения работ по балансировке (таблица).
Таблица – Значения виброскорости и частоты вращения двигателей вентиляторов
Зависимость между частотой вращения и значением виброскорости приведена на рисунке 5, там же указано уравнение линии тренда и достоверность аппроксимации. Анализ полученных данных указывает на возможность ступенчатого изменения частоты вращения при различных значениях виброскорости. Так, значениям 10,1 мм/с и 13,1 мм/с соответствует одно значение частоты вращения – 2894 об/мин, а значениям 1,6 мм/с и 2,6 мм/с соответствуют частоты 2906 об/мин и 2910 об/мин. Исходя из полученной зависимости так же можно рекомендовать значения 1,8 мм/с и 4,5 мм/с как границы технических состояний.

В результате проведенных исследований установлено.
1. Уравновешивание рабочих колес в собственных опорах дымососов металлургических агрегатов позволяет обеспечить значительное снижение потребляемой энергии, увеличить срок службы подшипников.
2. Основными причинами снижения потребляемой энергии являются уменьшение паразитных нагрузок и снижение момента сопротивления в подшипниковых опорах; уменьшение вибрационных нагрузок на элементы механизма.
3. Рекомендуется для дымососов и вентиляторов границей хорошего состояния (безотносительно к мощности двигателя) установить значение 1,8 мм/с, границей плохого состояния определить значение 4,5 мм/с.
Изготовление рабочего колеса на машиностроительном предприятии не всегда является гарантией качества уравновешивания. Во многих случаях предприятия-изготовители ограничиваются статическим уравновешиванием. Уравновешивание на балансировочных станках, безусловно, является необходимой технологической операцией при изготовлении и после ремонта рабочего колеса. Однако, невозможно приблизить производственные условия эксплуатации (степень анизотропности опор, демпфирование, влияние технологических параметров, качество сборки и монтажа и ряд других факторов) к условиям балансировки на станках.
Практика показала, что тщательно уравновешенное рабочее колесо на станке необходимо дополнительно уравновешивать в собственных опорах. Очевидно, что неудовлетворительное вибрационное состояние вентиляционных агрегатов при вводе в эксплуатацию после монтажа или ремонта приводит к преждевременному износу оборудования. С другой стороны транспортировка рабочего колеса к балансировочному станку за многие километры от промышленного предприятия не оправдана с точки зрения временных и финансовых затрат. Дополнительная разборка, риск повреждения рабочего колеса при транспортировании, все это доказывает эффективность уравновешивания на месте эксплуатации в собственных опорах.
Появление современной виброизмерительной аппаратуры обеспечивает возможность проведения динамической балансировки на месте эксплуатации и снижения вибрационной нагруженности опор до допустимых пределов.
Одной из аксиом работоспособного состояния оборудования является работа механизмов с низким уровнем вибрации. В этом случае снижается воздействие целого ряда разрушительных факторов, воздействующих на подшипниковые узлы механизма. При этом увеличивается долговечность подшипниковых узлов и механизма в целом, обеспечивается стабильная реализация технологического процесса, в соответствии с заданными параметрами. Относительно вентиляторов и дымососов, низкий уровень вибрации во многом определяется уравновешенностью рабочих колес, своевременно проведенной балансировкой.
Последствия работы механизма с повышенной вибрацией: разрушение подшипниковых узлов, посадочных мест подшипников, фундаментов, повышенный расход электрической энергии для привода установки. В данной работе рассматриваются последствия несвоевременной балансировки рабочих колес дымососов и вентиляторов цехов металлургических предприятий.
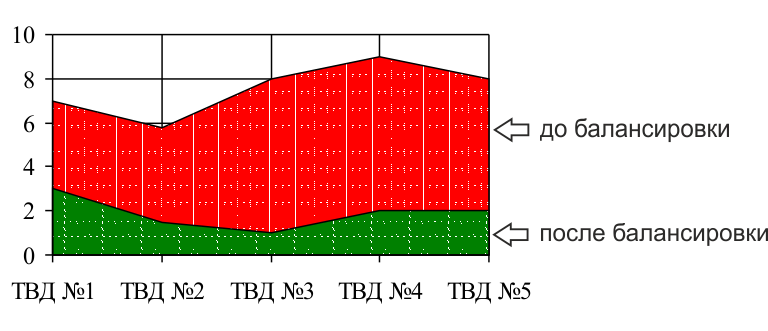
Вибрационное обследование вентиляторов доменного цеха показало, что основной причиной повышенной вибрации является динамическая неуравновешенность рабочих колес. Принятое решение – провести уравновешивание рабочих колес в собственных опорах позволило снизить общий уровень вибрации 3…5 раз, до уровня 2,0…3,0 мм/с при работе под нагрузкой (рисунок 1). Это позволило увеличить срок службы подшипников в 5…7 раз. Определено, что для однотипных механизмов наблюдается существенный разброс динамических коэффициентов влияния (более 10 %), что определяет необходимость проведения балансировки в собственных опорах. Основными факторами, влияющими на разброс коэффициентов влияния являются: нестабильность динамических характеристик роторов; отклонение свойств системы от линейности; погрешности при установке пробных грузов.
Рисунок 1 - Максимальные уровни виброскорости (мм/с) подшипниковых опор вентиляторов до и после балансировки
Среди причин возникновения дисбаланса рабочих колес дымососов и вентиляторов следует выделить:
1. Неравномерный износ лопаток (рисунок 2), несмотря на симметрию рабочего колеса и значительную частоту вращения. Причина данного явления может заключаться в избирательной случайности процесса износа, обусловленного внешними факторами и внутренними свойствами материала. Необходимо учитывать фактические отклонения геометрии лопаток от проектного профиля.
 |  |
| а) | б) |
 |  |
| в) | г) |
Рисунок 2 – Неравномерный эрозионный износ лопаток рабочего колеса
Среди причин возникновения дисбаланса рабочих колес дымососов и вентиляторов следует выделить:
1. Неравномерный износ лопаток (рисунок 2), несмотря на симметрию рабочего колеса и значительную частоту вращения. Причина данного явления может заключаться в избирательной случайности процесса износа, обусловленного внешними факторами и внутренними свойствами материала. Необходимо учитывать фактические отклонения геометрии лопаток от проектного профиля.
|  |
| а) | б) |
Рисунок 3 – Налипание пылевидных материалов на лопатки рабочего колеса:
а) дымосос аглофабрики; б) пароотсос МНЛЗ
3. Последствия ремонта лопаток в рабочих условиях на месте установки. Иногда дисбаланс может вызываться проявлением начальных трещин в материале дисков и лопаток рабочих колес. Поэтому, предварять балансировку должен тщательный визуальный осмотр целостности элементов рабочего колеса (рисунок 4). Заварка обнаруженных трещин не может обеспечить длительную безотказную работу механизма. Сварные швы служат концентраторами напряжения и дополнительными источниками зарождения трещин. Рекомендуется использовать данный метод восстановления лишь, в крайнем случае, для обеспечения функционирования на коротком временном промежутке, позволяющем продолжить эксплуатацию до изготовления и замены рабочего колеса.
 |  |
| а) | б) |
Рисунок 4 – Трещины элементов рабочих колес:
а) основного диска; б) лопаток в месте крепления
В работе механизмов роторного типа важную роль играют допустимые значения параметров вибрации. Практический опыт показал, что соблюдение рекомендаций стандарта ГОСТ ИСО 10816-1-97 «Вибрация. Контроль состояния машин по результатам измерений вибрации на невращающихся частях» относительно машин класса 1, позволяет обеспечить длительную эксплуатацию дымососов. Для оценки технического состояния предлагается использовать следующие значения и правила:
- значение виброскорости 1,8 мм/с, определяет границу функционирования оборудования без ограничения сроков и желательный уровень окончания балансировки рабочего колеса в собственных опорах;
- значения виброскорости в диапазоне 1,8…4,5 мм/с допускают работу оборудования в течение длительного периода времени с периодическим контролем параметров вибрации;
- значения виброскорости свыше 4,5 мм/с наблюдаемые в течение длительного периода времени (1…2 месяца) могут привести к повреждениям элементов оборудования;
- значения виброскорости в диапазоне 4,5…7,1 мм/с допускают работу оборудования в течение 5…7 дней с последующей остановкой на ремонт;
- значения виброскорости в диапазоне 7,1…11,2 мм/с допускают работу оборудования в течение 1…2 дней с последующей остановкой на ремонт;
- значения виброскорости свыше 11,2 мм/с не допускаются и рассматриваются как аварийные.
Аварийное состояние рассматривается как потеря контроля за техническим состоянием оборудования. Для оценки технического состояния приводных электродвигателей используется ГОСТ 20815-93 «Машины электрические вращающиеся. Механическая вибрация некоторых видов машин с высотой оси вращения 56 мм и выше. Измерение, оценка и допустимые значения», определяющий значение виброскорости 2,8 мм/с как допустимое в процессе эксплуатации. Следует отметить, что запас прочности механизма позволяет выдержать и более высокие значения виброскорости, но это приводит к резкому уменьшению долговечности элементов.
К сожалению, установка компенсирующих грузов, во время балансировки, не позволяет оценить снижение долговечности подшипниковых узлов и повышение энергетических затрат при повышенной вибрации дымососов. Теоретические расчеты приводят к заниженным значениям потерь мощности на вибрацию[4, 5].
Дополнительные силы, действующие на подшипниковые опоры, при неуравновешенном роторе, приводят к повышению момента сопротивления вращению вала вентилятора и к повышению потребляемой электроэнергии. Появляются разрушительные силы, действующие на подшипниковые опоры и элементы механизма.
Оценить эффективность уравновешивания роторов вентиляторов или дополнительных ремонтных воздействий по снижению вибрации, в условиях эксплуатации возможно проанализировав следующие данные.
Установочные параметры: тип механизма; мощность привода; напряжение; частота вращения; масса; основные параметры рабочего процесса.
Начальные параметры: виброскорость в контрольных точках (СКЗ в частотном диапазоне 10…1000 Гц); ток и напряжение по фазам.
Выполненные ремонтные воздействия: значения установленного пробного груза; выполненная затяжка резьбовых соединений; центрирование.
Значения параметров после выполненных воздействий: виброскорость; ток и напряжение по фазам.
В лабораторных условиях проведены исследования по снижению потребляемой мощности двигателем вентилятора Д-3 в результате уравновешивания ротора.
Результаты эксперимента №1.
Вентилятор ДН-6. Напряжение 380 В. Частота вращения – 960 мин-1.
Начальная вибрация: вертикальная – 9,4 мм/с; осевая – 5,0 мм/с.
Ток по фазам: 3,9 А; 3,9 А; 3,9 А. Среднее значение – 3,9 А.
Вибрация после балансировки: вертикальная – 2,2 мм/с; осевая – 1,8 мм/с.
Ток по фазам: 3,8 А; 3,6 А; 3,8 А. Среднее значение – 3,73 А.
Снижение параметров вибрации: вертикальное направление – в 4,27 раза; осевое направление в 2,78 раза.
Снижение токовых значений: (3,9 – 3,73)×100%3,73 = 4,55 %.
Результаты эксперимента №2.
Вентилятор ДН-6. Напряжение 380 В. Частота вращения – 960 мин-1.
Начальная вибрация.
Точка 1 – лобовой подшипник электродвигателя: вертикальная – 17,0 мм/с; горизонтальная – 15,3 мм/с; осевая – 2,1 мм/с. Радиус-вектор – 22,9 мм/с.
Точка 2 – свободный подшипник электродвигателя: вертикальная – 10,3 мм/с; горизонтальная – 10,6 мм/с; осевая – 2,2 мм/с.
Радиус-вектор виброскорости – 14,9 мм/с.
Вибрация после балансировки.
Точка 1: вертикальная – 2,8 мм/с; горизонтальная – 2,9 мм/с; осевая – 1,2 мм/с. Радиус-вектор виброскорости – 4,2 мм/с.
Точка 2: вертикальная – 1,4 мм/с; горизонтальная – 2,0 мм/с; осевая – 1,1 мм/с. Радиус-вектор виброскорости – 2,7 мм/с.
Снижение параметров вибрации.
Составляющие по точке 1: вертикальная – в 6 раз; горизонтальная – в 5,3 раза; осевая – в 1,75 раза; радиус-вектор – в 5,4 раза.
Составляющие по точке 2: вертикальная – в 7,4 раза; горизонтальная – в 5,3 раза; осевая – в 2 раза, радиус-вектор – в 6,2 раза.
Энергетические показатели.
До балансировки. Потребленная мощность за 15 минут – 0,69 кВт. Максимальная мощность – 2,96 кВт. Минимальная мощность – 2,49 кВт. Средняя мощность – 2,74 кВт.
После балансировки. Потребленная мощность за 15 минут – 0,65 кВт. Максимальная мощность – 2,82 кВт. Минимальная мощность – 2,43 кВт. Средняя мощность – 2,59 кВт.
Снижение энергетических показателей. Потребленная мощность – (0,69 - 0,65)×100%/0,65 = 6,1 %. Максимальная мощность – (2,96 - 2,82)×100%/2,82 = 4,9 %. Минимальная мощность – (2,49 - 2,43)×100%/2,43 = 2,5 %. Средняя мощность – (2,74 - 2,59)/2,59×100% = 5,8 %.
Аналогичные результаты были получены в производственных условиях при балансировке вентилятора ВДН-12 нагревательной трехзонной методической печи листопрокатного стана. Потребление электроэнергии за 30 минут составило – 33,0 кВт, после балансировки – 30,24 кВт. Снижение потребляемой электроэнергии в данном случае составило (33,0 - 30,24) ×100%/30,24 = 9,1 %.
Виброскорость до балансировки – 10,5 мм/с, после балансировки – 4,5 мм/с. Снижение значений виброскорости – в 2,3 раза.
Снижение потребляемой мощности на 5% для одного 100 кВт двигателя вентилятора приведет к годовой экономии порядка 10 тыс. гривен. Это может быть достигнуто в результате балансировки ротора и снижения вибрационных нагрузок. Одновременно происходит увеличение долговечности подшипников и снижение затрат на остановку производства для проведения ремонтных работ.
Одним из параметров оценки эффективности балансировки является частота вращения вала дымососа. Так, при балансировке дымососа ДН-26 зафиксировано увеличение частоты вращения электродвигателя АОД-630-8У1 после установки корректирующего груза и снижения виброскорости подшипниковых опор. Виброскорость подшипниковой опоры до балансировки: вертикальная – 4,4 мм/с; горизонтальная – 2,9 мм/с. Частота вращения до балансировки – 745 об/мин. Виброскорость подшипниковой опоры после балансировки: вертикальная – 2,1 мм/с; горизонтальная – 1,1 мм/с. Частота вращения после балансировки – 747 об/мин.
Техническая характеристика асинхронного двигателя АОД-630-8У1: число пар полюсов – 8; синхронная частота вращения – 750 об/мин; номинальная мощность – 630 кВт; номинальный момент – 8130 Н/м; номинальная частота вращения -740 об/мин; МПУСК/МНОМ – 1,3; напряжение – 6000 В; кпд – 0,948; cosφ = 0,79; коэффициент перегрузки – 2,3. Исходя из механической характеристики асинхронного двигателя АОД-630-8У1, увеличение частоты вращения на 2 об/мин возможно при снижении крутящего момента на 1626 Н/м, что приводит к снижению потребляемой мощности на 120 кВт. Это почти 20% от номинальной мощности.
Аналогичная зависимость между частотой вращения и виброскоростью зафиксирована по асинхронным двигателям вентиляторов сушильных агрегатов во время проведения работ по балансировке (таблица).
Таблица – Значения виброскорости и частоты вращения двигателей вентиляторов
|
Амплитуда виброскорости составляющей оборотной частоты, мм/с |
Частота вращения, об/мин |
|
2,6 |
2910 |
|
1,6 |
2906 |
|
5,0 |
2902 |
|
10,1 |
2894 |
|
13,1 |
2894 |
Зависимость между частотой вращения и значением виброскорости приведена на рисунке 5, там же указано уравнение линии тренда и достоверность аппроксимации. Анализ полученных данных указывает на возможность ступенчатого изменения частоты вращения при различных значениях виброскорости. Так, значениям 10,1 мм/с и 13,1 мм/с соответствует одно значение частоты вращения – 2894 об/мин, а значениям 1,6 мм/с и 2,6 мм/с соответствуют частоты 2906 об/мин и 2910 об/мин. Исходя из полученной зависимости так же можно рекомендовать значения 1,8 мм/с и 4,5 мм/с как границы технических состояний.
Рисунок 5 - Зависимость между частотой вращения и значением виброскорости
В результате проведенных исследований установлено.
1. Уравновешивание рабочих колес в собственных опорах дымососов металлургических агрегатов позволяет обеспечить значительное снижение потребляемой энергии, увеличить срок службы подшипников.
2. Основными причинами снижения потребляемой энергии являются уменьшение паразитных нагрузок и снижение момента сопротивления в подшипниковых опорах; уменьшение вибрационных нагрузок на элементы механизма.
3. Рекомендуется для дымососов и вентиляторов границей хорошего состояния (безотносительно к мощности двигателя) установить значение 1,8 мм/с, границей плохого состояния определить значение 4,5 мм/с.
ЧИТАЙТЕ ТАКЖЕ:

Горячее цинкование
Технологическое оборудование
Оборудование для организации цехов горячего цинкования.
Узнайте больше
"Горячее цинкование"


